确定零件表面粗糙度轮廓评定参数及允许值和其他技术要求后,应按照GB/T131-2006的规定,把表面粗糙度轮廓技术要求正确地标注在零件图上。
一、表面粗糙度轮廓的图形符号
为了标注表面粗糙度轮廓各种不同的技术要求,GB/T131-2006规定了一个基本图形符号、两个扩展图形符号和三个完整图形符号,见表6.9。
基本图形符号由两条不等长的与标注表面成60°夹角的直线构成。基本图形符号仅用于简化标注,没有补充说明时不能单独使用。
扩展图形符号是对表面结构有指定要求的图形符号。扩展图形符号是在基本图形符号上加一短横或加一个圆圈。
完整图形符号是对基本图形符号或扩展图形符号扩充后的图形符号。在基本图形符号和扩展图形符号的长边加一横线就构成用于任何工艺方法(在文本中用APA表示)、去除材料的方法(在文本中用MRR)、不去除材料(在文本中用NMR表示)的方法三种不同工艺要求的完整图形符号。
表6.9 表面粗糙度的图形符号
| 符号 |
含义 |
 |
基本图形符号,未指定工艺方法的表面。当通过一个注释解释时可单独使用。 |
 |
扩展图形符号,用去除材料的方法获得的表面;仅当其含义是“被加工表面”时可单独使用。 |
 |
扩展图形符号,不去除材料的表面,也可用于表示保持上道工序形成的表面,不管这种状况是通过去除材料或不去除材料形成的。 |
   |
完整图形符号,用于标注有关参数和说明。 |
二、表面粗糙度轮廓技术要求在完整图形符号上的注写
(一)在完整图形符号上的注写位置
在完整图形符号中,对表面粗糙度评定参数的符号及极限值和其他技术要求应标注在图6.11所示的指定位置。此图为在去除材料的完整图形符号上的标注。在允许任何工艺和不去除材料的完整图形符号上,也按照图6.11所示的指定位置标注。
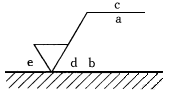
图6.11 表面粗糙度轮廓技术要求的标注位置
在完整图形符号各个指定位置上分别注写下列技术要求:
位置a:注写幅度参数符号(
Ra或
Rz)及极限值(μm)和有关技术要求。
按以下顺序依次注写下列的各项技术要求的符号及相关数值:
上、下限值符号 传输带数值/幅度参数符号 评定长度值 极限值判断规则 (空格) 幅度参数极限值
必须注意:1)传输带数值后面有一条斜线“/”,若传输带数值采用默认的标准化值而省略标注,则此斜线不予注出。2)评定长度值是用它所包含的取样长度个数(阿拉伯数字)来表示的,如果默认为标准化值5(即
ln=5×
lr),同时极限值判断规则采用默认规则,而都省略标注,则为了避免误解,幅度参数符号与幅度参数极限值之间应插入空格,否则可能把该极限值的首位数误认为表示评定长度值的取样长度个数。3)倘若极限值判断规则采用默认规则而省略标注,则为了避免误解,评定长度值与幅度参数极限值之间应插入空格,否则可能把表示评定长度值的取样长度个数误认为极限值的首位数。
位置b:注写附加评定参数的符号及相关数值(如
RSm,其单位为μm)。
位置c:注写加工方法、表面处理、涂层或其他加工工艺要求,如车、磨、镀等加工表面。
位置d:注写要求的表面纹理和纹理的方向。
位置e:注写加工余量(以mm为单位给出数值)。
(二)表面粗糙度轮廓幅度参数的标注
在完整图形符号上,幅度参数的符号及极限值应一起标注。按GB/T131-2006的规定,在完整图形符号上标注极限值,其给定数值分为下列两种情况:
1.标注极限值中的一个数值且默认为上限值
当只单向标注一个数值时,则默认为它是幅度参数的上限值。标注示例见图6.12(默认传输带,默认评定长度
ln =5×
lr,默认为16%规则)。
2.同时标注上、下限值
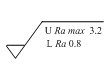
需要在完整图形符号上同时标注幅度参数上、下限值时,则应分成两行标注幅度参数符号和上、下限值。上限值标注在上方,并在传输带的前面加注符号“U”。下限值标注在下方,并在传输带的前面加注符号“L”。当传输带采用默认的标准化值而省略标注时,则在上方和下方幅度参数符号的前面分别加注符号“U”和“L”,标注示例见图6.13(去除材料,默认传输带,默认评定长度
ln=5×
lr,默认为16%规则)。
对某一表面标注幅度参数的上、下限值时,在不引起歧义的情况下,可以不加写“U”、“L”。

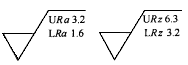
图6.12幅度参数值默认为上限值的标注 图6.13同时标注幅度参数上、下限值的标注
(三)极限值判断规则的标注
根据表面粗糙度轮廓参数代号上给定的极限值,对实际表面进行检测后判断其合格性时,按GB/T10610-2009的规定,可以采用下列两种判断规则。
1.16%规则
16%规则是指在同一评定长度范围内幅度参数所有的实测值中,大于上限值的个数少于总数的16%,小于下限值的个数少于总数的16%,则认为合格。16%规则是表面粗糙度轮廓技术要求标注中的默认规则,如图6.12、6.13所示。
2.最大规则
在幅度参数符号的后面增加标注一个“max”的标记,则表示检测时合格性的判断采用最大规则。它是指整个被测表面上幅度参数所有的实测值皆不大于上限值,才认为合格。标注示例见图6.14、6.15所示(去除材料,默认传输带,默认
ln =5×
lr)。

图6.14应用最大规则且默认为上限值的标注 图6.15应用最大规则的上限值和
默认16%规则的下限值的标注
(四)传输带和取样长度、评定长度的标注
如果表面粗糙度轮廓完整图形符号上没有标注传输带(如图6.12至图6.15所示),则表示采用默认传输带,即默认短波滤波器和长波滤波器的截止波长(λs和λc)皆为标准化值。
需要指定传输带时,传输带标注在幅度参数符号的前面,并用斜线“/”隔开。传输带用短波和长波滤波器的截止波长(mm)进行标注,短波滤波器λs在前,长波滤波器λc在后(λc=
lr),它们之间用连字号“-”隔开,标注示例见图6.16(去除材料,默认
ln =5×
lr,幅度参数值默认为上限值,默认16%规则)。

(a)同时标注短波和长波滤波器 (b)只标注短波滤波器 (c)只标注长波滤波器
图6.16 确认传输带的标注
图6.16(a)的标注中,传输带λs=0.0025mm,λc=
lr=0.8mm。在某些情况下,对传输带只标注两个滤波器中的一个,另一个滤波器则采用默认的截止波长标准化值。如只标注一个滤波器,应保留连字号“-”来区分是短波滤波器还是长波滤波器,例如图6.16(b)的标注中,传输带λs=0.0025mm,λc默认为标准化值;图6.16(c)的标注中,传输带λc=0.8mm,λs默认为标准化值。
设计时若采用标准评定长度,即采用默认的取样长度个数5可省略标注(如图6.16所示)。需要指定评定长度时(在评定长度范围内的取样长度个数不等于5),则应在幅度参数符号的后面注写取样长度的个数,如图6.17所示(去除材料,评定长度
ln≠5×
lr,幅度参数值默认为上限值)。图6.17(a)的标注中,
ln =3×
lr,λc=
lr=1mm,λs默认为标准化值,判断规则默认为“16%规则”。图6-17(b)的标注中,
ln =6×
lr,传输带为0.008mm-1mm,判断规则采用最大规则。

(a)要求
ln=3×
lr (b)要求
ln=6×
lr
图6.17评定长度的标注
(五)表面纹理的标注
纹理方向是指表面纹理的主要方向,通常由加工工艺决定。典型的表面纹理及其方向用规定的符号(见图6.18)标注在完整符号中(图6.11位置d处)。如果这些符号不能清楚地表示表面纹理要求,可以在零件图上加注说明。采用定义的符号标注表面纹理不适用于文本标注。

图6.18表面纹理方向符合及标注图例
(六)附加评定参数和加工方法的标注
加工工艺用文字在完整图形符号中(图6.11位置c处)注明。附加评定参数和加工方法的标注示例见图6.19。该图亦为上述各项技术要求在完整图形符号上标注的示例。用磨削加工的方法获得的表面,其幅度参数Ra上限值为1.6 μm(采用最大规则),下限值为0.2 μm(默认16%规则),传输带均采用λs=0.008mm,λc=
lr=lmm,评定长度值采用默认的标准化值5;附加了间距参数
RSm0.05(mm),加工纹理垂直于视图所在的投影面。
(七)加工余量的标注
在同一图样中有多个加工工序的表面可标注加工余量,例如图6.20所示车削工序的直径方向的加工余量为0.4mm,其余技术要求皆采用默认。
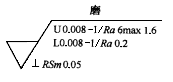

图6.19各项技术要求标注示例 图6.20加工余量的标注
(八)表面粗糙度轮廓代号及其含义
表面粗糙度轮廓代号是指在周围注写了技术要求的完整图形符号,简称粗糙度代号,其含义解释见表6.10
表6.10 表面粗糙度轮廓代号的含义
| 表面粗糙度轮廓代号 |
含义/解释 |
 |
表示不允许去除材料,单向上限值,默认传输带,粗糙度的最大高度0.4µm,评定长度为5个取样长度(默认),“16%规则”(默认) |
 |
表示去除材料,单向上限值,默认传输带,粗糙度的最大高度0.2µm,评定长度为5个取样长度(默认),“16%规则”(默认) |
 |
表示去除材料,单向上限值,传输带0.008-0.8mm,算术平均偏差3.2µm,评定长度为5个取样长度(默认),“16%规则”(默认) |
 |
表示去除材料,单向上限值,传输带根据GB/T6062,取样长度0.8µm,算术平均偏差3.2µm,评定长度包含3个取样长度,“16%规则”(默认) |
 |
表示不允许去除材料,双向极限值,两极限值均使用默认传输带,上限值:算术平均偏差3.2µm,评定长度为5个取样长度(默认),“最大规则”。下限值:算术平均偏差0.8µm,评定长度为5个取样长度(默认),“16%规则”(默认) |
三、表面粗糙度轮廓代号在零件图上的标注
(一)一般规定
对零件任何一个表面的粗糙度轮廓技术要求一般只标注一次,并且用表面粗糙度轮廓代号尽可能标注在相应的尺寸及其公差的同一视图上。除非另有说明,所标注的表面粗糙度轮廓技术要求是对完工零件表面的要求。此外,粗糙度代号上的各种符号和数字的注写和读取方向应与尺寸的注写和读取方向一致,并且粗糙度代号的尖端必须从材料外指向并接触零件表面。
为了使图例简单,下述各个图例中的粗糙度代号上都只标注了幅度参数符号及上限值,其余的技术要求皆采用默认的标准化值。
(二)表面粗糙度要求的常规标注方法
1.标注在轮廓线上或指引线上
表面粗糙度要求可标注在轮廓线上或其延长线、尺寸界线上,其符号应从材料外指向并接触表面,如图6.21所示。必要时,表面结构符号也可用带黑点(它位于可见表面上)的指引线引出标注,图6.22所示。


图6.21在轮廓线上的标注 图6.22带黑点的指引线引出标注
2.标注在特征尺寸的尺寸线上
在不致引起误解时,表面粗糙度要求可以标注在给定的尺寸线上,如图6.23所示。

图6.23 标注在尺寸线上
3.标注在几何公差框格上
粗糙度要求可标注在几何公差框格的上方,如图6.24所示。

图6.24 标注在几何公差框格上方
4.标注在圆柱和棱柱表面上
圆柱和棱柱表面的表面粗糙度要求只标注一次(见图6.25)。如果每个棱柱表面有不同的表面粗糙度要求,则应分别单独标注(见图6.26)。
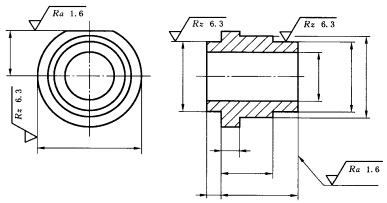
图6.25 表面结构要求标注在圆柱特征的延长线上

图6.26 圆柱和棱柱的表面结构要求的注法
(三)粗糙度要求的简化标注方法
1.有相同表面粗糙度要求的简化注法
如果在工件的多数(包括全部)表面有相同的表面粗糙度轮廓技术要求,则其相同的技术要求可统一标注在图样的标题栏附近,省略对这些表面进行分别标注。此时(除全部表面有相同要求的情况外),除了需要标注相关表面统一技术要求的粗糙度代号以外,还需要在其右侧画一个圆括号,在括号内给出一个无任何其他标注的基本图形符号。标注示例见图6.27的右下角标注,它表示除了两个已标注粗糙度代号的表面以外的其余表面的粗糙度要求。
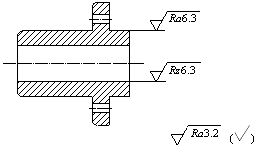
图6.27多数表面有相同要求的简化注法
2.多个表面有共同要求或图纸空间有限的注法
当零件的多个表面具有相同的表面粗糙度技术要求或粗糙度代号直接标注在零件某表面上受到空间限制时,可以用基本图形符号、扩展图形符号或带一个字母的完整图形符号标注在零件这些表面上,而在图形或标题栏附近,以等式的形式标注相应的粗糙度代号,如图6.28所示。

(a)用基本图形符号标注 (b)用完整图形符号标注
图6.28用等式形式简化标注的示例
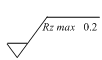
3.视图上构成封闭轮廓的各个表面具有相同要求时的标注
当图样某个视图上构成封闭轮廓的各个表面具有相同的表面粗糙度轮廓技术要求时,可以采用表面粗糙度轮廓特殊符号(即在完整图形符号的长边与横线的拐角处加画一个小圆),进行标注,标注示例如图6.29,特殊符号表示对视图上封闭轮廓周边的上、下、左、右4个表面的共同要求,不包括前表面和后表面。

(a)表面粗糙度轮廓特殊符号 (b)标注示例
图6.29 封闭轮廓各表面具有相同要求时的简化注法
(四)表面粗糙度轮廓技术要求标注综合图例
图6.30所示轴的零件图,标注了该零件各个表面的尺寸公差、几何公差和表面粗糙度轮廓技术要求。
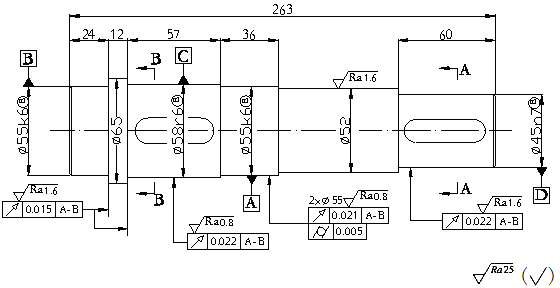
图6.30表面粗糙度轮廓技术要求标注综合图例



